You might also like
- Packed Bed Fluid Flow and the Ergun EquationDocument18 pagesPacked Bed Fluid Flow and the Ergun EquationAtikur Rahman100% (1)
- Fixed and Fluidized Bed ExperimentDocument9 pagesFixed and Fluidized Bed Experimentsunlias50% (2)
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Calculate Pressure Drop with Ergun Equation for Fluidized BedsDocument2 pagesCalculate Pressure Drop with Ergun Equation for Fluidized BedsJian of LiuNo ratings yet
- Fluidize BedDocument8 pagesFluidize BedNimesh GunasekeraNo ratings yet
- Fluidized BedsDocument26 pagesFluidized BedsCHOFOR VITALISNo ratings yet
- Fixed Bed and Fluidized BedDocument33 pagesFixed Bed and Fluidized Bedشاكر العاقلNo ratings yet
- Dimensionless Characteristics of Centrifugal PumpDocument4 pagesDimensionless Characteristics of Centrifugal PumpEn CsakNo ratings yet
- Chemical Engineering in Practise 3: Fluidised BedsDocument12 pagesChemical Engineering in Practise 3: Fluidised BedsYaz SwedanNo ratings yet
- Heat TransferDocument71 pagesHeat TransferZeus OlympusNo ratings yet
- Packed N Fluidized BedDocument6 pagesPacked N Fluidized BedhariprakavNo ratings yet
- Gas Absorption: Determining Drag and Flooding FlowsDocument5 pagesGas Absorption: Determining Drag and Flooding FlowsDean Joyce AlborotoNo ratings yet
- Fluidized Bed Experiment AnalysisDocument11 pagesFluidized Bed Experiment AnalysisHaiqal AzizNo ratings yet
- Application of Ergun Equation To Computation of Criticalication of Ergun Equation To Computation of CriticalDocument21 pagesApplication of Ergun Equation To Computation of Criticalication of Ergun Equation To Computation of CriticalNovianto J. SunarnoNo ratings yet
- PEP Mass Balance CalculationDocument11 pagesPEP Mass Balance CalculationSzelee KuekNo ratings yet
- Reactor DesignDocument10 pagesReactor DesignKrystel Monica ManaloNo ratings yet
- Bubble Cap Plate For Distillation ColumnDocument26 pagesBubble Cap Plate For Distillation Columnsanjukec100% (2)
- Binary Distillation ManualDocument9 pagesBinary Distillation ManualMico AnonuevoNo ratings yet
- Gas Absorption LabDocument8 pagesGas Absorption Labsolehah misni100% (1)
- CONVECTION AND RADIATION HEAT TRANSFERDocument14 pagesCONVECTION AND RADIATION HEAT TRANSFERSalman ShalwaniNo ratings yet
- Design and Fabrication of a Fluidized Bed ReactorDocument12 pagesDesign and Fabrication of a Fluidized Bed ReactorCJ SacoboNo ratings yet
- FluidizationDocument12 pagesFluidizationestensNo ratings yet
- Gas Diffusion UnitDocument20 pagesGas Diffusion Unitsolehah misniNo ratings yet
- Gas AbsorptionDocument19 pagesGas AbsorptionAnonymous NyvKBW100% (3)
- Size ReductionDocument16 pagesSize ReductionRA Memije100% (1)
- DRYINGDocument14 pagesDRYINGKaia MacNo ratings yet
- Heat-Mass Transfer in A Tubular Chemical Reactor: Rehena NasrinDocument11 pagesHeat-Mass Transfer in A Tubular Chemical Reactor: Rehena NasrinNaveed KhanNo ratings yet
- Cooling Tower PDFDocument7 pagesCooling Tower PDFShahid HussainNo ratings yet
- REACTOR DESIGNDocument9 pagesREACTOR DESIGNKhalil LasferNo ratings yet
- Experimental Analysis of Fluidized Bed Freeze DryingDocument7 pagesExperimental Analysis of Fluidized Bed Freeze DryingMohamadMostafaviNo ratings yet
- Fluidized Bed ReactorDocument25 pagesFluidized Bed Reactorkennethmsoriano0% (1)
- SedimentationDocument9 pagesSedimentationAutumn JohnsonNo ratings yet
- Measuring Convection Heat Transfer CoefficientsDocument6 pagesMeasuring Convection Heat Transfer CoefficientsAda IonescuNo ratings yet
- Flow Patterns and Power Consumption of MixersDocument26 pagesFlow Patterns and Power Consumption of MixersNawal DaBomb100% (1)
- B.tech Chemical EngineeringDocument65 pagesB.tech Chemical Engineeringchetanmale100% (1)
- 5ChED Thurs-Group1 Packed ColumnDocument15 pages5ChED Thurs-Group1 Packed ColumnRaniella Bianca Yim Coronado100% (1)
- Final Report PFRDocument12 pagesFinal Report PFRmark_ancotNo ratings yet
- Chemical Engineering Lab ManualDocument206 pagesChemical Engineering Lab ManualRashedul Islam100% (1)
- Horizontal Shell-and-Tube Condenser CapacityDocument4 pagesHorizontal Shell-and-Tube Condenser Capacitykero_the_heroNo ratings yet
- Boiling Heat Transfer - Annurev - Fluid.30.1Document37 pagesBoiling Heat Transfer - Annurev - Fluid.30.1agnotts09No ratings yet
- Transport Process (Fluidization Beds)Document6 pagesTransport Process (Fluidization Beds)zujishorok7No ratings yet
- Solved Problem Question (Gas Ab)Document2 pagesSolved Problem Question (Gas Ab)Seruzna IshxNo ratings yet
- Vertical Thermosyphon ReboilersDocument9 pagesVertical Thermosyphon ReboilersLucianoNo ratings yet
- Final ProjectDocument73 pagesFinal ProjectKedar Yadav100% (2)
- Al Duri Tutorial1 AbsorptionDocument2 pagesAl Duri Tutorial1 AbsorptionJia YiNo ratings yet
- Adsorption & Ion Exchange ChapterDocument10 pagesAdsorption & Ion Exchange ChapterDeepak KanjwaniNo ratings yet
- Isothermal ReactorDocument58 pagesIsothermal ReactorRoxanna LevineNo ratings yet
- GAS ABSORPTION - ReportDocument6 pagesGAS ABSORPTION - Reportgzairene8762No ratings yet
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 2.86From EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 2.86No ratings yet
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4From EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Rating: 5 out of 5 stars5/5 (1)
- Computational Techniques for Chemical Engineers: International Series of Monographs in Chemical EngineeringFrom EverandComputational Techniques for Chemical Engineers: International Series of Monographs in Chemical EngineeringNo ratings yet
- CRE EngineeringDocument19 pagesCRE EngineeringTapajyoti GhoshNo ratings yet
- Variable Values (P2P)Document3 pagesVariable Values (P2P)Tapajyoti GhoshNo ratings yet
- Graph Order 1Document8 pagesGraph Order 1Tapajyoti GhoshNo ratings yet
- ResultDocument1 pageResultTapajyoti GhoshNo ratings yet
- Rules of The RoadDocument2 pagesRules of The RoadTapajyoti GhoshNo ratings yet
- Tapajyoti Ghosh Problem 6.7Document7 pagesTapajyoti Ghosh Problem 6.7Tapajyoti GhoshNo ratings yet
- Tapajyoti GHosh Problem 4.2Document4 pagesTapajyoti GHosh Problem 4.2Tapajyoti GhoshNo ratings yet
- PRactice ProblemDocument3 pagesPRactice ProblemTapajyoti GhoshNo ratings yet
- Packed N Fluidized BedDocument6 pagesPacked N Fluidized BedhariprakavNo ratings yet
- BatteryDocument3 pagesBatterykrishnabrNo ratings yet
- Orifice Plate PDFDocument27 pagesOrifice Plate PDFramsrivatsan_92No ratings yet
- 0105Document32 pages0105Tapajyoti GhoshNo ratings yet
- Mechanical Design Internals Column Notes PDFDocument14 pagesMechanical Design Internals Column Notes PDFMas Arman TewoNo ratings yet
- BatteryDocument3 pagesBatterykrishnabrNo ratings yet
- SST Project On DrainageDocument30 pagesSST Project On DrainagePratyush Thakur100% (4)
- Chapter 1 Objective Type Questions Answers Chemical Engg OP Gupta - pdf.WIIZLQIZlDwzWIk6RnxIQtrUJXi6MT4ODocument85 pagesChapter 1 Objective Type Questions Answers Chemical Engg OP Gupta - pdf.WIIZLQIZlDwzWIk6RnxIQtrUJXi6MT4OPrabhu KalpakkamNo ratings yet
- Boquilla Aspersora D3 - VictaulicDocument8 pagesBoquilla Aspersora D3 - VictaulicalexanderNo ratings yet
- EHD LubricationDocument28 pagesEHD Lubricationfeni4kaNo ratings yet
- SHIP BOILERS WATERDocument94 pagesSHIP BOILERS WATERalvarompsardinhaNo ratings yet
- 09 - Standard WBM TESTING 2013Document45 pages09 - Standard WBM TESTING 2013Slim.BNo ratings yet
- Calculation of Coefficients of Contraction, Velocity, and Discharge of A Circular Orifice Using A Hydraulic BenchDocument4 pagesCalculation of Coefficients of Contraction, Velocity, and Discharge of A Circular Orifice Using A Hydraulic BenchFran CarnaceNo ratings yet
- WCB Pumps Centrifugal C-Series Curve Instruction CentDocument4 pagesWCB Pumps Centrifugal C-Series Curve Instruction CentMuhammad Hardes Elfar WandiNo ratings yet
- Specification For Conveyor and Elevator Textile Belting: IS: 1891 (Part 3) - 1988Document2 pagesSpecification For Conveyor and Elevator Textile Belting: IS: 1891 (Part 3) - 1988Toufik KarimNo ratings yet
- UTP - Fluid Mechanics Course - September 2012 Semester - Chap 3 Bernoulli EquationsDocument35 pagesUTP - Fluid Mechanics Course - September 2012 Semester - Chap 3 Bernoulli EquationswhateveroilNo ratings yet
- Pressure Loss For Flow Through Pipe App1Document6 pagesPressure Loss For Flow Through Pipe App1JeromeNo ratings yet
- Wet scrubber technology for air pollution controlDocument3 pagesWet scrubber technology for air pollution controlRoger FernandezNo ratings yet
- 2.5.flow MeasurmentsDocument44 pages2.5.flow MeasurmentsIroshiniNo ratings yet
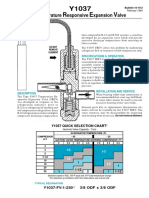
- Y1037 T R E V: Emperature Esponsive Xpansion AlveDocument2 pagesY1037 T R E V: Emperature Esponsive Xpansion AlvemodussarNo ratings yet
- 소방유체역학 (2주) 수정본PDFDocument17 pages소방유체역학 (2주) 수정본PDF하은No ratings yet
- Vertical Dense Jet in Flowing CurrentDocument22 pagesVertical Dense Jet in Flowing Currentjean miguel oscorima celisNo ratings yet
- Pman, Nikki, Patty Plumbing TrapsDocument33 pagesPman, Nikki, Patty Plumbing TrapsPatti MaggNo ratings yet
- Boiler Feed ManualDocument30 pagesBoiler Feed Manualingrbarros100% (1)
- Fundamentals of Plug Placement: January 2020Document29 pagesFundamentals of Plug Placement: January 2020Douadi AbderraoufNo ratings yet
- CFD Analysis of Pelton TurbineDocument4 pagesCFD Analysis of Pelton TurbineSanam ManutdNo ratings yet
- Mr-600 Replacement Cartridge: EverpureDocument2 pagesMr-600 Replacement Cartridge: EverpureLuisina ForsbergNo ratings yet
- Physics Module Form 4 Chapter 3 Forces & PressureDocument25 pagesPhysics Module Form 4 Chapter 3 Forces & PressureMisratul A'la Mahyuddin100% (2)
- Series N45B-EZ-M1 Installation InstructionsDocument2 pagesSeries N45B-EZ-M1 Installation InstructionsWattsNo ratings yet
- Mini ProjectDocument4 pagesMini ProjectAshrut AryalNo ratings yet
- Canada Currie Barracks Goes Green With Rain Gardens - CalgaryDocument3 pagesCanada Currie Barracks Goes Green With Rain Gardens - CalgaryFree Rain Garden ManualsNo ratings yet
- Fluid Dynamics LecturesDocument171 pagesFluid Dynamics LecturesstanculeanuNo ratings yet
- Bonny Light Crude Oil Assay Analysis and PropertiesDocument2 pagesBonny Light Crude Oil Assay Analysis and PropertiesSmitha MohanNo ratings yet
- Reservoir Fluids Conversions and ConstantsDocument2 pagesReservoir Fluids Conversions and ConstantsJorge Huaypar SoteloNo ratings yet
- S8 Xe-BDocument11 pagesS8 Xe-BmnraveeNo ratings yet
- 2005.04 Hydraulic Calculation of Wet and Dry Risers, Hoses ADocument56 pages2005.04 Hydraulic Calculation of Wet and Dry Risers, Hoses AEjaz Ahmed RanaNo ratings yet