You might also like
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosFrom EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosNo ratings yet
- Corro 20-1Document23 pagesCorro 20-1SOLANGE PAIBA SANTINo ratings yet
- Fundentes y Combustibles PDFDocument10 pagesFundentes y Combustibles PDFIsabella AponzaNo ratings yet
- Procesos Extractivos II 2010Document151 pagesProcesos Extractivos II 2010Darj Sajor100% (1)
- Presentacion de ZincadoDocument16 pagesPresentacion de Zincadocanva cuentaNo ratings yet
- Cuál Es El Objetivo de La Purificación Del Electrolito en La Electro Refinación Del CobreDocument2 pagesCuál Es El Objetivo de La Purificación Del Electrolito en La Electro Refinación Del CobreA Crispin AnibalNo ratings yet
- 2 Seminario Proceso MitsubishiDocument10 pages2 Seminario Proceso MitsubishiBart Friender0% (1)
- Monografia de CoqueDocument10 pagesMonografia de CoquePablo DavidNo ratings yet
- Fundiciones FerrosasDocument9 pagesFundiciones FerrosasJoan CedeñoNo ratings yet
- Hornos WorcraDocument9 pagesHornos WorcraJhalin GutierrezNo ratings yet
- Curso Metalurgia 2 Capitulo I 2010Document80 pagesCurso Metalurgia 2 Capitulo I 2010Sebastian Acosta Cheuquepan100% (1)
- Pirometalurgia Del HierroDocument6 pagesPirometalurgia Del HierroMarcelo SepulvedaNo ratings yet
- Informe Evaluación de Dureza y ResilienciaDocument8 pagesInforme Evaluación de Dureza y ResilienciaKevin Arnold MuñozNo ratings yet
- Aplicaciones de los SIALON en la industriaDocument25 pagesAplicaciones de los SIALON en la industriaLidio Omar Villena CorahuaNo ratings yet
- Aleaciones No FerrosaDocument63 pagesAleaciones No FerrosaYusei D.No ratings yet
- Proceso de Refinacion Del CobreDocument26 pagesProceso de Refinacion Del Cobremau_fumarolo5337No ratings yet
- Fundicion AleadaDocument1 pageFundicion AleadafacjNo ratings yet
- Combustibles MetalúrgicosDocument41 pagesCombustibles MetalúrgicosSamael Seis Seis50% (2)
- PelletsDocument7 pagesPelletsNatalia Salazar0% (1)
- Hornos Contop y KivcetDocument8 pagesHornos Contop y KivcetJhalin GutierrezNo ratings yet
- Tratamientos Termicos y Defectos (2016)Document27 pagesTratamientos Termicos y Defectos (2016)Felipe Erreape Avendaño0% (1)
- BBFDocument13 pagesBBFMiguel AngelNo ratings yet
- SolidificacionDocument223 pagesSolidificacionEstef LuNo ratings yet
- Metalurgia Extractiva Del CobreDocument89 pagesMetalurgia Extractiva Del Cobrepablodugal100% (2)
- Materiales refractarios, resistencia a altas temperaturasDocument6 pagesMateriales refractarios, resistencia a altas temperaturasAleks Meraz GtnNo ratings yet
- Examen TTTDocument2 pagesExamen TTTrivaldoNo ratings yet
- Recubrimientos electrolíticos y tratamientos previosDocument13 pagesRecubrimientos electrolíticos y tratamientos previosJessica HillNo ratings yet
- PirometalurgiaDocument23 pagesPirometalurgiaXavier Kevin Peña LavadoNo ratings yet
- Reduccion de Los Niveles de FeO en Escoris de HAE CasimaDocument87 pagesReduccion de Los Niveles de FeO en Escoris de HAE CasimaMilton DíazNo ratings yet
- Obtención de Plomo Metálico A Partir de Concentrados Sulfurosos Mediante El Proceso de Lixiviación ElectrolíticaDocument11 pagesObtención de Plomo Metálico A Partir de Concentrados Sulfurosos Mediante El Proceso de Lixiviación ElectrolíticaCM AntoniNo ratings yet
- Practica 3Document12 pagesPractica 3Walter Silva100% (1)
- Proceso de Conversión de Matas de CobreDocument8 pagesProceso de Conversión de Matas de CobreAlex Franz Orosco Quintana100% (1)
- 2a. TEXTO CONFORMACION DE MATERIALES-PARTE IDocument19 pages2a. TEXTO CONFORMACION DE MATERIALES-PARTE ICarlos GonzalesNo ratings yet
- Extracción de Zinc Por Fusión y AfinoDocument6 pagesExtracción de Zinc Por Fusión y AfinoAnonymous ldKWxd1nNo ratings yet
- Procesos pirometalúrgicos mineralesDocument41 pagesProcesos pirometalúrgicos mineralesMario A. Sánchez Pabón50% (2)
- Proceso de Flotacion de EstañoDocument3 pagesProceso de Flotacion de EstañoducoviNo ratings yet
- Electrometalurgia Del CobreDocument15 pagesElectrometalurgia Del CobreYuli QlNo ratings yet
- Cinetica de La CementacionDocument5 pagesCinetica de La CementacionJose Ariel TorrezNo ratings yet
- Problemas 2, 4, 5 Sider FINDocument6 pagesProblemas 2, 4, 5 Sider FINFrank Pizarro IbáñezNo ratings yet
- Escorias ReverberosDocument1 pageEscorias ReverberosjosbalNo ratings yet
- Horno de Copelacion Alerta TecnicaDocument1 pageHorno de Copelacion Alerta Tecnicahmunoz015No ratings yet
- Trabajo de Electrorefinacion de OroDocument8 pagesTrabajo de Electrorefinacion de OroBrandon Michaell Amed Valdivia NavarroNo ratings yet
- Hornos Ausmelt y IsasmeltDocument2 pagesHornos Ausmelt y IsasmeltEVELYN PAQUIRACHIN SANTOSNo ratings yet
- Diagrama de KelloggDocument26 pagesDiagrama de KelloggJuan Quispe100% (1)
- Níquel y Sus AleacionesDocument22 pagesNíquel y Sus AleacionesJuan Castro0% (1)
- Pirometalurgia Del PBDocument30 pagesPirometalurgia Del PBVíctor Sandovsky100% (2)
- Poster Transformacion Martensita y RevenidoDocument1 pagePoster Transformacion Martensita y RevenidoJhonelNo ratings yet
- Fusión reductora de minerales de estañoDocument12 pagesFusión reductora de minerales de estañolopezfloreslaNo ratings yet
- Laboratorio Nº5Document18 pagesLaboratorio Nº5lopezfloreslaNo ratings yet
- Plateado ElectroDocument52 pagesPlateado ElectroRoy Chucos QuispeNo ratings yet
- Fusión Flash, Instantánea e Instantánea IncoDocument5 pagesFusión Flash, Instantánea e Instantánea IncoAngela Bustamante100% (1)
- Pregunta 1 Exmen de Aceria ManoDocument4 pagesPregunta 1 Exmen de Aceria ManoYQ JesusNo ratings yet
- 7tma. Clase de Metalurgia-Escorias de FundicionesDocument74 pages7tma. Clase de Metalurgia-Escorias de FundicionesLeonardo Lozano CallacaNo ratings yet
- ESCORIASDocument44 pagesESCORIAScharliyeNo ratings yet
- Reducción Directa de Minerales de HierroDocument6 pagesReducción Directa de Minerales de HierroMaribel FidelNo ratings yet
- Métodos AnticorrosivosDocument5 pagesMétodos AnticorrosivosHayram PatracaNo ratings yet
- Trabajo Micrografias.Document12 pagesTrabajo Micrografias.Ana Milena Angarita AcostaNo ratings yet
- Deber Recubrimientos MetálicosDocument4 pagesDeber Recubrimientos MetálicosErickGonzalezFranco100% (1)
- Galvanizacion y ZincadoDocument18 pagesGalvanizacion y ZincadojohnNo ratings yet
- Procesos de Galvanizado de AceroDocument12 pagesProcesos de Galvanizado de AceroJames K. Atencio IllescasNo ratings yet
- Norma ANSI ISA S 5.1 - Instrumentación-Símbolos e IdentificacionesDocument29 pagesNorma ANSI ISA S 5.1 - Instrumentación-Símbolos e IdentificacionesGraciane Taglietti100% (2)
- Universidad Laica Eloy Alfaro de Manabi Cristian Vera ParragaDocument8 pagesUniversidad Laica Eloy Alfaro de Manabi Cristian Vera ParragaCristian VeraNo ratings yet
- Cristian Fabian Vera Parraga - E3 - Pmpa2019-2.Document5 pagesCristian Fabian Vera Parraga - E3 - Pmpa2019-2.Cristian VeraNo ratings yet
- TESISDocument208 pagesTESISRoberto Castillo MirandaNo ratings yet
- Nombre 1Document3 pagesNombre 1Cristian VeraNo ratings yet
- Problemas de Administración de La DemandaDocument1 pageProblemas de Administración de La DemandaCristian VeraNo ratings yet
- UleamDocument1 pageUleamCristian VeraNo ratings yet
- CFDocument4 pagesCFCristian VeraNo ratings yet
- Cristian Fabián Vera PárragaDocument3 pagesCristian Fabián Vera PárragaCristian VeraNo ratings yet
- Bacteria SssDocument4 pagesBacteria SssCristian VeraNo ratings yet
- CristianVera PresupuestosDocument9 pagesCristianVera PresupuestosCristian VeraNo ratings yet
- Caracteristicas Del BioetanolDocument3 pagesCaracteristicas Del BioetanolCristian VeraNo ratings yet
- Exposición GestiónDocument11 pagesExposición GestiónCristian VeraNo ratings yet
- Grupo 4 Reuniones Virtuales Gerencia InteligenteDocument8 pagesGrupo 4 Reuniones Virtuales Gerencia InteligenteCristian VeraNo ratings yet
- Control y Aseguramient CAP 10Document32 pagesControl y Aseguramient CAP 10Cristian Vera100% (6)
- Seguridad Industrial Tema 10Document9 pagesSeguridad Industrial Tema 10Cristian VeraNo ratings yet
- Balance GeneralDocument5 pagesBalance GeneralCristian VeraNo ratings yet
- Universidad Laica Eloy Alfaro de ManabiDocument7 pagesUniversidad Laica Eloy Alfaro de ManabiCristian VeraNo ratings yet
- ExpoDocument3 pagesExpoCristian VeraNo ratings yet
- Para Tu InformacionDocument1 pagePara Tu InformacionLazaro BaldiviezoNo ratings yet
- Gigantes azules océanosDocument3 pagesGigantes azules océanosCristian VeraNo ratings yet
- Quimica MicroDocument44 pagesQuimica MicroCristian VeraNo ratings yet
- Seriales KaraokeDocument1 pageSeriales KaraokeCristian VeraNo ratings yet
- ANALITICADocument21 pagesANALITICACristian VeraNo ratings yet
- Universidad Laica Eloy Alfaro de ManabiDocument7 pagesUniversidad Laica Eloy Alfaro de ManabiCristian VeraNo ratings yet
- La Madera y Lo Que Se ObtieneDocument5 pagesLa Madera y Lo Que Se ObtieneCristian VeraNo ratings yet
- Solicitud exoneración vehículo impuestosDocument2 pagesSolicitud exoneración vehículo impuestosJuan Carlos OrtegaNo ratings yet
- PetroleoDocument12 pagesPetroleoCristian VeraNo ratings yet
- Gloria PalaciosDocument4 pagesGloria PalaciosCristian VeraNo ratings yet
- ISOMERIADocument6 pagesISOMERIACristian VeraNo ratings yet
- Atemporalidad Omnisciencia y ProvidenciaDocument13 pagesAtemporalidad Omnisciencia y ProvidenciaFelipe Tapia AlfaroNo ratings yet
- Clase 1 - Lunes - Construcciones RuralesDocument74 pagesClase 1 - Lunes - Construcciones RuralesRocio BenítezNo ratings yet
- Consultas Normalizadas de Meddra: Standardised Meddra Queries (SMQS)Document67 pagesConsultas Normalizadas de Meddra: Standardised Meddra Queries (SMQS)Bernal GomezNo ratings yet
- Edgar Morin Complejidad Restringida y Complejidad GeneralizadaDocument18 pagesEdgar Morin Complejidad Restringida y Complejidad GeneralizadaNini PoNo ratings yet
- S.O Metodo Mixto MapfreDocument5 pagesS.O Metodo Mixto MapfrejelanderoNo ratings yet
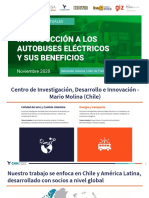
- Introducción a los autobuses eléctricos y sus beneficiosDocument59 pagesIntroducción a los autobuses eléctricos y sus beneficiospedro 1234100% (1)
- PROGRAMA ANALÍTICO 1° Mate PDF AprendizajeDocument1 pagePROGRAMA ANALÍTICO 1° Mate PDF Aprendizajeddsn7pjvnvNo ratings yet
- Cálculo-Índice Grupo AASHTODocument3 pagesCálculo-Índice Grupo AASHTOJosue Ezequiel Mejia CarlosNo ratings yet
- DIA 1 SESION de APRENDIZAJE Elaboro Mi Propuesta de ActividadesDocument6 pagesDIA 1 SESION de APRENDIZAJE Elaboro Mi Propuesta de Actividadesalexander alzamoraNo ratings yet
- Diseño de Una Planta Deshidratadora de Banano Usando Secador de Gabinetes para La Producción de HarinaDocument6 pagesDiseño de Una Planta Deshidratadora de Banano Usando Secador de Gabinetes para La Producción de HarinajuniorNo ratings yet
- CurpDocument1 pageCurpa6961030451No ratings yet
- Manual Cultura 1 PDFDocument86 pagesManual Cultura 1 PDFSebastian CortesNo ratings yet
- Cansi - Símbolos y Técnicas de Dramatización para La CatequesisDocument56 pagesCansi - Símbolos y Técnicas de Dramatización para La CatequesisBarakaja CaraviasNo ratings yet
- Tarea 4 Negocios Internacionales 1Document13 pagesTarea 4 Negocios Internacionales 1mariaNo ratings yet
- Leucemia Mieloide AgudaDocument9 pagesLeucemia Mieloide AgudaDenisse KamNo ratings yet
- Laboratorio #4 Hidraulica IIDocument5 pagesLaboratorio #4 Hidraulica IIMilton Gross GomezNo ratings yet
- INTRODUCCIÓNDocument22 pagesINTRODUCCIÓNdanielaNo ratings yet
- IDENTIFICACIÓN DE UN INFARTO AGUDO DE MIOCARDIODocument28 pagesIDENTIFICACIÓN DE UN INFARTO AGUDO DE MIOCARDIODamian HidalgoNo ratings yet
- Leyes de MaxwellDocument5 pagesLeyes de MaxwellDaniel ManriqueNo ratings yet
- Tiro Vertical - Ejercicios Human Ida DesDocument1 pageTiro Vertical - Ejercicios Human Ida Desameperezmelo@yahoo.comNo ratings yet
- Empresas públicas vs privadasDocument7 pagesEmpresas públicas vs privadasloba gambaNo ratings yet
- 02 Cinem+íticaDocument35 pages02 Cinem+íticaLeonardo Goicochea Camargo100% (1)
- Revista de Sociologia Contemporanea V7 N23 3Document10 pagesRevista de Sociologia Contemporanea V7 N23 3lorena condeNo ratings yet
- 4-Informe Ley de CoulombDocument4 pages4-Informe Ley de CoulombAngie OlivosNo ratings yet
- Definición de Divorcio SeminarioDocument2 pagesDefinición de Divorcio SeminarioAlejandra RodasNo ratings yet
- Alicia Ingresos Gravados ExcentosDocument6 pagesAlicia Ingresos Gravados ExcentosBeatriz DàvilaNo ratings yet
- ComicDocument36 pagesComicRushian Sarai AmbrosioNo ratings yet
- Resumen de Cloud y Big DataDocument21 pagesResumen de Cloud y Big Datapracticante AdministracionNo ratings yet
- CromatinaDocument17 pagesCromatinaAnthony TenezacaNo ratings yet
- Riesgos financieros en la Universidad Austral del CuscoDocument21 pagesRiesgos financieros en la Universidad Austral del CuscoElio Lazo Chayan0% (1)
- El lenguaje del cuerpo: Una guía para conocer los sentimientos y las emociones de quienes nos rodeanFrom EverandEl lenguaje del cuerpo: Una guía para conocer los sentimientos y las emociones de quienes nos rodeanRating: 4 out of 5 stars4/5 (49)
- Cómo hacer que te pasen cosas buenas: Entiende tu cerebro, gestiona tus emociones, mejora tu vidaFrom EverandCómo hacer que te pasen cosas buenas: Entiende tu cerebro, gestiona tus emociones, mejora tu vidaRating: 5 out of 5 stars5/5 (1867)
- Resetea tu mente. Descubre de lo que eres capazFrom EverandResetea tu mente. Descubre de lo que eres capazRating: 5 out of 5 stars5/5 (196)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaFrom EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaRating: 5 out of 5 stars5/5 (200)
- Terapia cognitivo-conductual (TCC) y terapia dialéctico-conductual (TDC): Cómo la TCC, la TDC y la ACT pueden ayudarle a superar la ansiedad, la depresión, y los TOCSFrom EverandTerapia cognitivo-conductual (TCC) y terapia dialéctico-conductual (TDC): Cómo la TCC, la TDC y la ACT pueden ayudarle a superar la ansiedad, la depresión, y los TOCSRating: 5 out of 5 stars5/5 (1)
- Disciplina con amor para adolescentes (Discipline With Love for Adolescents): Guía para llevarte bien con tu adolescente (A Guide for Getting Along Well With Your Adolescent)From EverandDisciplina con amor para adolescentes (Discipline With Love for Adolescents): Guía para llevarte bien con tu adolescente (A Guide for Getting Along Well With Your Adolescent)Rating: 5 out of 5 stars5/5 (10)
- Psiconeuroinmunología para la práctica clínicaFrom EverandPsiconeuroinmunología para la práctica clínicaRating: 5 out of 5 stars5/5 (4)
- Tu cerebro emocional: Saca partido de lo que sientes y transforma tu vidaFrom EverandTu cerebro emocional: Saca partido de lo que sientes y transforma tu vidaRating: 5 out of 5 stars5/5 (2)
- El poder del optimismo: Herramientas para vivir de forma más positivaFrom EverandEl poder del optimismo: Herramientas para vivir de forma más positivaRating: 4.5 out of 5 stars4.5/5 (15)
- Pensamiento Crítico: Utiliza modelos mentales para desarrollar tomas de decisiones efectivas y habilidades de resolución de problemas. Supera los obstáculos cognitivos y las falacias en los sistemas para pensar con claridad en tu vida cotidiana.From EverandPensamiento Crítico: Utiliza modelos mentales para desarrollar tomas de decisiones efectivas y habilidades de resolución de problemas. Supera los obstáculos cognitivos y las falacias en los sistemas para pensar con claridad en tu vida cotidiana.Rating: 4.5 out of 5 stars4.5/5 (33)
- Influencia. La psicología de la persuasiónFrom EverandInfluencia. La psicología de la persuasiónRating: 4.5 out of 5 stars4.5/5 (14)
- No desperdicies tus emociones: Cómo lo que sientes te acerca a Dios y le da gloriaFrom EverandNo desperdicies tus emociones: Cómo lo que sientes te acerca a Dios y le da gloriaRating: 4.5 out of 5 stars4.5/5 (11)
- Psicogenealogía: Sanar las heridas del alma y encontrarse a uno mismoFrom EverandPsicogenealogía: Sanar las heridas del alma y encontrarse a uno mismoRating: 5 out of 5 stars5/5 (5)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceFrom EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceRating: 5 out of 5 stars5/5 (8)
- Cómo Conversar Con Cualquier Persona: Mejora tus habilidades sociales, desarrolla tu carisma, domina las conversaciones triviales y conviértete en una persona sociable para hacer verdaderos amigos y construir relaciones significativas.From EverandCómo Conversar Con Cualquier Persona: Mejora tus habilidades sociales, desarrolla tu carisma, domina las conversaciones triviales y conviértete en una persona sociable para hacer verdaderos amigos y construir relaciones significativas.Rating: 5 out of 5 stars5/5 (54)
- Maneja tus emociones: Curso intensivo de mindfulness y regulación emocionalFrom EverandManeja tus emociones: Curso intensivo de mindfulness y regulación emocionalRating: 4.5 out of 5 stars4.5/5 (140)
- Ansiedad infantil. Los trastornos explicados a los padresFrom EverandAnsiedad infantil. Los trastornos explicados a los padresRating: 4.5 out of 5 stars4.5/5 (25)
- ¿Por qué mis padres no me aman?: Empezando a sanarFrom Everand¿Por qué mis padres no me aman?: Empezando a sanarRating: 4.5 out of 5 stars4.5/5 (33)
- Después de la infidelidad: Sanando el dolor y restableciendo la conFrom EverandDespués de la infidelidad: Sanando el dolor y restableciendo la conRating: 4 out of 5 stars4/5 (15)
- Te odio - no me abandones: Comprender el trastorno límite de personalidadFrom EverandTe odio - no me abandones: Comprender el trastorno límite de personalidadRating: 5 out of 5 stars5/5 (3)
- Resumen de El Sutil Arte de que te Importe un Carajo, de Mark MansonFrom EverandResumen de El Sutil Arte de que te Importe un Carajo, de Mark MansonRating: 4.5 out of 5 stars4.5/5 (15)
- Libro de Trabajo DE LA TERAPIA DE ACEPTACIÓN Y COMPROMISO (ACT). UNA GUÍA COMPLETA PARA CAMBIAR EL MINDFULNESS Y RECUPERARSE DE LA ANSIEDAD, LA DEPRESIÓN, LOS ATAQUES DE PÁNICO Y LA IRAFrom EverandLibro de Trabajo DE LA TERAPIA DE ACEPTACIÓN Y COMPROMISO (ACT). UNA GUÍA COMPLETA PARA CAMBIAR EL MINDFULNESS Y RECUPERARSE DE LA ANSIEDAD, LA DEPRESIÓN, LOS ATAQUES DE PÁNICO Y LA IRARating: 4 out of 5 stars4/5 (26)
- Terapia cognitiva: Conceptos básicos y profundizaciónFrom EverandTerapia cognitiva: Conceptos básicos y profundizaciónRating: 5 out of 5 stars5/5 (1)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoFrom EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoRating: 5 out of 5 stars5/5 (2)