You might also like
- Reloj ComparadorDocument12 pagesReloj Comparadorgrancapo67No ratings yet
- Reloj ComparadorDocument3 pagesReloj ComparadorJonny Bayas CordovaNo ratings yet
- Reloj ComparadorDocument6 pagesReloj ComparadorJesús HerreraNo ratings yet
- Taller 3 AlineamientoDocument9 pagesTaller 3 AlineamientoJose Leonardo Aldaird Uscca GiraldoNo ratings yet
- Reloj comparador: Características y usos de este instrumento de mediciónDocument9 pagesReloj comparador: Características y usos de este instrumento de mediciónFernando NeyraNo ratings yet
- Mantenimiento A MotoresDocument2 pagesMantenimiento A MotoresAdrian UlloaNo ratings yet
- Mantenimiento de Sellos MecánicosDocument7 pagesMantenimiento de Sellos MecánicosSergio Garcia GualdronNo ratings yet
- Lista Precios SiemensDocument84 pagesLista Precios SiemensErick Javier Torres Manotas.50% (2)
- Cambio Integral Semibobinas Estator Grupo #3 SamDocument6 pagesCambio Integral Semibobinas Estator Grupo #3 Saminxs_the_bestNo ratings yet
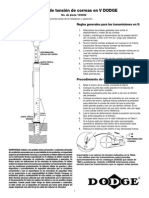
- Probador de Tension de Correas en VDocument2 pagesProbador de Tension de Correas en Vlnavajim0% (1)
- Manual AlineaciónDocument70 pagesManual AlineaciónAnonymous 7aN0oYUm7vNo ratings yet
- Conos - ConsultaDocument6 pagesConos - ConsultaJAVIER ANDRES CRUZ ORTIZ100% (1)
- Simbologia HidraulicaDocument25 pagesSimbologia HidraulicaFernando Rosales OleaNo ratings yet
- Teoria Alineacion de Ejes PDFDocument46 pagesTeoria Alineacion de Ejes PDFEzequiel GallardoNo ratings yet
- Interruptor Diferencial SikaDocument2 pagesInterruptor Diferencial Sikanestor_moNo ratings yet
- Manipulación y montaje de rodamientos (hastaDocument42 pagesManipulación y montaje de rodamientos (hastaPablo LuisNo ratings yet
- Manual Tension Correas SKF Belt FrecuencyDocument27 pagesManual Tension Correas SKF Belt Frecuencyjdtobonocampo100% (1)
- Qué Es Un Sello MecánicoDocument4 pagesQué Es Un Sello MecánicoRichi RichiNo ratings yet
- Alineamiento Dial Invertido PDFDocument9 pagesAlineamiento Dial Invertido PDFMarysyta Coketa100% (1)
- DENOMINACION DE TRANSMISIONES - Correas, Cadenas, PiñonesDocument17 pagesDENOMINACION DE TRANSMISIONES - Correas, Cadenas, PiñonesJorge Buelvas100% (1)
- Fixturlaser EVO ManualDocument136 pagesFixturlaser EVO Manualrafaga_15No ratings yet
- Simbología neumática e hidráulica 4o ESODocument29 pagesSimbología neumática e hidráulica 4o ESOmockshaNo ratings yet
- Calibración Jupiter 900Document7 pagesCalibración Jupiter 900horus producciones100% (1)
- Montaje y Calibracion Parte N°3Document43 pagesMontaje y Calibracion Parte N°3Israel Riquelme100% (1)
- TI Balanceo Del ImpulsorDocument4 pagesTI Balanceo Del ImpulsorFranco Ynquilla0% (1)
- Laboratorio 3 Maquinas Eléctricas 2Document8 pagesLaboratorio 3 Maquinas Eléctricas 2Mark OnofreNo ratings yet
- Optalign PlusDocument50 pagesOptalign PlusNatalia Pacheco100% (2)
- Sellos Mecanicos de CartuchoDocument5 pagesSellos Mecanicos de CartuchoJulio RudiñoNo ratings yet
- Sistema andamio multidireccionalDocument10 pagesSistema andamio multidireccionalJohnmariv JohnkisNo ratings yet
- Qué Es La AlineaciónDocument19 pagesQué Es La AlineaciónTurkechyNo ratings yet
- AcopDocument17 pagesAcoppetete100% (11)
- Vibracheck 100Document6 pagesVibracheck 100chandira4411No ratings yet
- Montaje y alineación de acoplamientos guía paso a pasoDocument31 pagesMontaje y alineación de acoplamientos guía paso a pasoHerney LopezNo ratings yet
- Fundamentos Del Pesaje IndustrialDocument73 pagesFundamentos Del Pesaje IndustrialNorberto Martinez100% (1)
- Presentación AlineamientoDocument32 pagesPresentación AlineamientoMauricio VallejosNo ratings yet
- Bomba de TensionadoDocument8 pagesBomba de TensionadoyklugoNo ratings yet
- Semana 7 Sellos Hidraulicos y O'Rings REV 1Document85 pagesSemana 7 Sellos Hidraulicos y O'Rings REV 1Omar Alfredo Turpo TaypeNo ratings yet
- Informe Sobre El Reloj ComparadorDocument7 pagesInforme Sobre El Reloj ComparadorDenis Rolando50% (2)
- Sf-pr-29 v00 Procedimiento de Ajuste y Torque de PernosDocument27 pagesSf-pr-29 v00 Procedimiento de Ajuste y Torque de PernosLuis Alexander Cristobal UbaldoNo ratings yet
- Conectores y AdaptadoresDocument112 pagesConectores y Adaptadoreserickcaparochavez100% (1)
- Sellos MecanicosDocument19 pagesSellos MecanicosMario Guerra LiebbeNo ratings yet
- Manual Irk38c01.06 PDFDocument13 pagesManual Irk38c01.06 PDFHERNAN CONTRERASNo ratings yet
- A.1 Introducción A La TribologíaDocument34 pagesA.1 Introducción A La TribologíaUriParraNo ratings yet
- FTensado Medición 5453 BrowningDocument2 pagesFTensado Medición 5453 BrowningSupervisor100% (1)
- Alineacion de AcoplesDocument6 pagesAlineacion de AcoplesLuis Fernando Gonzalez ReyesNo ratings yet
- 0901d1968063d225 Practicas SKF para Celulosa y Papel Numero 17 11147 ES PDFDocument18 pages0901d1968063d225 Practicas SKF para Celulosa y Papel Numero 17 11147 ES PDFHéctor MoragaNo ratings yet
- FRENOSDocument28 pagesFRENOSSebastian Eduardo Ordoñez Vega100% (1)
- GRP PavcoDocument8 pagesGRP PavcoojuanibosasoNo ratings yet
- Adiestramiento HytorcDocument25 pagesAdiestramiento HytorcToCaronteNo ratings yet
- Pauta de Mantención Motor Eléctrico 409Document4 pagesPauta de Mantención Motor Eléctrico 409blue-americanNo ratings yet
- Funcionamiento de Correas Transportadoras PDFDocument29 pagesFuncionamiento de Correas Transportadoras PDFLuis Sebastian CastilloNo ratings yet
- Reloj ComparadorDocument6 pagesReloj Comparadorr_guilloteNo ratings yet
- Hablemos Del Reloj ComparadorDocument11 pagesHablemos Del Reloj ComparadorAlexandher1985No ratings yet
- Medir con precisión: reloj comparadorDocument6 pagesMedir con precisión: reloj comparadorAlexander ZapataNo ratings yet
- Reloj ComparadorDocument5 pagesReloj Comparadormarco_escorpio_10No ratings yet
- Reloj ComparadorDocument11 pagesReloj ComparadorManuel Rivera TorricoNo ratings yet
- Reloj ComparadorDocument14 pagesReloj ComparadorCristian AkdNo ratings yet
- RELOJ COMPARADORterminadoDocument22 pagesRELOJ COMPARADORterminadoManuel MaqueraNo ratings yet
- Reloj comparador: instrumento de medición dimensionalDocument10 pagesReloj comparador: instrumento de medición dimensionalfrank201496No ratings yet
- Reloj comparador: medición diferencialDocument7 pagesReloj comparador: medición diferencialandres_21uioNo ratings yet
- Historia Fi SeiDocument1 pageHistoria Fi SeiivilemaNo ratings yet
- Manual de Tiempos y Movimientos - Camilo Janania AbrahamDocument163 pagesManual de Tiempos y Movimientos - Camilo Janania AbrahamivilemaNo ratings yet
- Formato Elaboración de ReglamentoDocument20 pagesFormato Elaboración de ReglamentoivilemaNo ratings yet
- Clase7Sistemas de Segundo OrdenDocument21 pagesClase7Sistemas de Segundo OrdenivilemaNo ratings yet
- Relacion Circular y LinealDocument4 pagesRelacion Circular y LinealivilemaNo ratings yet
- Mecanica de Los Fluidos - Victor L. Streeter & E. Benjamin WylieDocument305 pagesMecanica de Los Fluidos - Victor L. Streeter & E. Benjamin WylieivilemaNo ratings yet
- Diseño Elementos Maquinas Robert L-MottDocument474 pagesDiseño Elementos Maquinas Robert L-MottLuis Mendoza83% (6)
- Robotseguidordelnea 120608020959 Phpapp02Document33 pagesRobotseguidordelnea 120608020959 Phpapp02Bril LopezNo ratings yet
- Clase Xiv. Regresiones No LinealesDocument3 pagesClase Xiv. Regresiones No LinealesivilemaNo ratings yet
- TornoDocument5 pagesTornoivilemaNo ratings yet
- Classe 1Document7 pagesClasse 1ivilemaNo ratings yet
- Ta LadroDocument43 pagesTa LadroivilemaNo ratings yet
- Preguntas Examen FinalDocument8 pagesPreguntas Examen Finalivilema50% (2)
- Formulario de Sistemas de ControlDocument3 pagesFormulario de Sistemas de Controlivilema100% (1)
- Preguntas de FresadoraDocument8 pagesPreguntas de Fresadoraivilema50% (4)
- Deber 7. Medidas Posicionales de Tendencia CentralDocument1 pageDeber 7. Medidas Posicionales de Tendencia CentralivilemaNo ratings yet
- Aplicasiones IGBTDocument11 pagesAplicasiones IGBTivilemaNo ratings yet
- Term of Luen CIADocument2 pagesTerm of Luen CIAivilemaNo ratings yet
- Ciclo de Los Partes en MANTEDIFDocument28 pagesCiclo de Los Partes en MANTEDIFivilemaNo ratings yet
- MC510 Dibujo Mecanico - Tolerancias GeometricasDocument11 pagesMC510 Dibujo Mecanico - Tolerancias GeometricasRubensaiD100% (1)
- Historia de La ProbabilidadDocument32 pagesHistoria de La ProbabilidadludousacNo ratings yet
- Calse 2 (Transformada de Laplace)Document40 pagesCalse 2 (Transformada de Laplace)Alejandro YugchaNo ratings yet
- 3 1tiristoresDocument28 pages3 1tiristoresluao123No ratings yet
- Me TalesDocument25 pagesMe TalesivilemaNo ratings yet
- Estructura cristalina y geometría de los materialesDocument8 pagesEstructura cristalina y geometría de los materialesuancarbalo2012No ratings yet
- Controladores Electrónicos de Potencia en Redes de DistribuciónDocument45 pagesControladores Electrónicos de Potencia en Redes de DistribuciónJeffersonGoVaO'NeilNo ratings yet
- Procesos de soldadura y uniónDocument2 pagesProcesos de soldadura y uniónMirla Contreras Velasquez33% (3)
- Cap 43Document25 pagesCap 43pycpycNo ratings yet
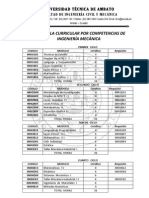
- Malla Curricular Ingeniería Mecánica UTADocument4 pagesMalla Curricular Ingeniería Mecánica UTAFabian CaizaNo ratings yet
- Capitulo IIDocument32 pagesCapitulo IIivilemaNo ratings yet
- Schneider Electric - TI - METSECT5CC010Document3 pagesSchneider Electric - TI - METSECT5CC010Jhon RomeroNo ratings yet
- N.T. 6019 A TLX, Y Tl4 Caja de Velocidades Mecánica TL4Document39 pagesN.T. 6019 A TLX, Y Tl4 Caja de Velocidades Mecánica TL4Bernardo Roman MaciasNo ratings yet
- Pfannenberg 2017Document5 pagesPfannenberg 2017Rodolfo OSORIO GUTIERREZNo ratings yet
- REALMECADocument116 pagesREALMECAJuan Carlos RoblesNo ratings yet
- Listado de Mantenimiento de Equipos y Maquinas 2022Document5 pagesListado de Mantenimiento de Equipos y Maquinas 2022JOHN ALAYONNo ratings yet
- Evaluación de ventilación de la mina CHAPITADocument6 pagesEvaluación de ventilación de la mina CHAPITAStif VillenaNo ratings yet
- Semana 3 - INTERRUPTORES DE PROTECCIÓNDocument3 pagesSemana 3 - INTERRUPTORES DE PROTECCIÓNalegui10No ratings yet
- Calibres de armas de fuego: guía básica sobre su clasificación y nomenclaturaDocument43 pagesCalibres de armas de fuego: guía básica sobre su clasificación y nomenclaturaTOMAS REYNALDO TICLIAHUANCA TIQUILLAHUANCANo ratings yet
- Obras SanitariasDocument6 pagesObras Sanitariasnoe barriosNo ratings yet
- 04 Resumne de IsDocument4 pages04 Resumne de IsWilliam LuqueNo ratings yet
- Informe Laboratorio 1Document7 pagesInforme Laboratorio 1juan camilo gutierrez buitrago100% (1)
- Formato de Inspección de ExtintoresDocument10 pagesFormato de Inspección de Extintoresyarima avilaNo ratings yet
- Semana 2Document63 pagesSemana 2Angel GualpaNo ratings yet
- Tema 6.2.B Periféricos de Salida. ImpresoraDocument19 pagesTema 6.2.B Periféricos de Salida. ImpresoraBorja Lopez CabreraNo ratings yet
- Blindaje y Sus TiposDocument13 pagesBlindaje y Sus Tiposedwin baronNo ratings yet
- Reajuste de Costos Garden 360Document11 pagesReajuste de Costos Garden 360Gregory Aldave Salvo100% (1)
- Anexo 1 Lista de Verificación de CSCDocument2 pagesAnexo 1 Lista de Verificación de CSCEdgar EngineerNo ratings yet
- 777F Prueba de Presiones de Transmision JRP 777F Sis 2.0Document5 pages777F Prueba de Presiones de Transmision JRP 777F Sis 2.0EDSON JONATHAN SALINAS AYALANo ratings yet
- UnisecDocument187 pagesUnisecrosiNo ratings yet
- Implementar encoder óptico con optointerruptorDocument14 pagesImplementar encoder óptico con optointerruptorDanny QuinatoaNo ratings yet
- Máquinas Herramientas: TornoDocument12 pagesMáquinas Herramientas: TornoRodhny Jean Salas AlcazarNo ratings yet
- Diferencia Entre Hardware y SoftwareDocument27 pagesDiferencia Entre Hardware y SoftwareDulce PeruchoNo ratings yet
- Erka BrochureDocument17 pagesErka BrochureKelly SalazarNo ratings yet
- Tipos de RelojesDocument5 pagesTipos de RelojesAlexa López NúñezNo ratings yet
- P2 01 eDocument32 pagesP2 01 eRuth Villanueva Palomino0% (1)
- GUÍA DE APRENDIZAJE No. 1Document15 pagesGUÍA DE APRENDIZAJE No. 1ELIZAH TANo ratings yet
- Catalogo GeneralDocument136 pagesCatalogo GeneralEduardo GonzalezNo ratings yet
- Presupuesto analítico proyecto losa deportivaDocument4 pagesPresupuesto analítico proyecto losa deportivaDarrenNo ratings yet
- P 6 de BiocelDocument2 pagesP 6 de BiocelMarina carrilloNo ratings yet
- Timming 4.4 V8 lr3 - SpañolDocument32 pagesTimming 4.4 V8 lr3 - SpañolMario MaravillaNo ratings yet