You might also like
- ME 2207 - Manufacturing Technology 1 - Lab ManualDocument57 pagesME 2207 - Manufacturing Technology 1 - Lab ManualMohan Prasad.M71% (17)
- Production TechnologyDocument60 pagesProduction Technology2mohan7100% (2)
- Mahindra Gears Transmiision Training ReportDocument32 pagesMahindra Gears Transmiision Training Reportbestmadeeasy50% (2)
- Power Transmission DevicesDocument57 pagesPower Transmission DevicesRahul PrajapatiNo ratings yet
- Rapid PrototypingDocument23 pagesRapid PrototypingRAIHAN SHAIKHNo ratings yet
- Sheet Metal Working: Unit No. VDocument67 pagesSheet Metal Working: Unit No. VMahesh SalotagiNo ratings yet
- Mechanical Behavior of Banana Fiber Reinforced Epoxy CompositesDocument30 pagesMechanical Behavior of Banana Fiber Reinforced Epoxy Compositespramo_dassNo ratings yet
- Production TechnologyDocument1 pageProduction TechnologyBhavesh PipaliyaNo ratings yet
- Telescopic Hydraulic Cylinder: Hydraulics PVT LTDDocument8 pagesTelescopic Hydraulic Cylinder: Hydraulics PVT LTDKedar PendharkarNo ratings yet
- CAD Mechanical All TheoriesDocument165 pagesCAD Mechanical All TheoriesMohammedSafuvanKazhungilNo ratings yet
- Automatic Tool Changer CNCDocument57 pagesAutomatic Tool Changer CNCNitish Kumar Singh50% (2)
- Corse Project Report: Report Title: Belt GrinderDocument18 pagesCorse Project Report: Report Title: Belt GrinderAHMED ALZAHRANINo ratings yet
- Study of CNC Lathe MachineDocument18 pagesStudy of CNC Lathe MachineGODWIN GNo ratings yet
- ME2026 Unconventional Machining - PDF.WWW - Chennaiuniversity.net NotesDocument27 pagesME2026 Unconventional Machining - PDF.WWW - Chennaiuniversity.net NotesSiva Raman100% (1)
- CH6 Laminated Object ManufacturingDocument10 pagesCH6 Laminated Object ManufacturingParth Modi100% (2)
- Lab Stock Register PDFDocument2 pagesLab Stock Register PDFAshNo ratings yet
- Micro Machining Prof V K JainDocument70 pagesMicro Machining Prof V K JainJayant Kumar0% (1)
- Production Engineering Lab VIII SemDocument24 pagesProduction Engineering Lab VIII Semsunil kumawatNo ratings yet
- Manufacturing Process: CNC TechnologyDocument133 pagesManufacturing Process: CNC TechnologyRullyRahardianNo ratings yet
- Mt-Ii MCQ QBDocument13 pagesMt-Ii MCQ QBNeopoleanNo ratings yet
- Dies and Its TypesDocument2 pagesDies and Its TypesRajat AhujaNo ratings yet
- Smart MaterialsDocument73 pagesSmart MaterialsDanknakaNo ratings yet
- Final PPT For Minor Project 2021-22Document19 pagesFinal PPT For Minor Project 2021-22Dashanand RavanNo ratings yet
- Mechanical Engineering PPT of AltafDocument10 pagesMechanical Engineering PPT of AltafAltaf HussainNo ratings yet
- Machine Shop GuideDocument6 pagesMachine Shop GuideZain MirzaNo ratings yet
- Manufacturing Process IDocument144 pagesManufacturing Process IHari Prasad100% (1)
- Improve efficiency of semi-automatic box wrapping machinesDocument31 pagesImprove efficiency of semi-automatic box wrapping machinesVaibhav50% (2)
- Photochemical MachiningDocument9 pagesPhotochemical MachiningKAMALJEET SINGHNo ratings yet
- Types of GearsDocument22 pagesTypes of GearsAnonymous 2RbW9dNo ratings yet
- Box Shifting MechanismDocument21 pagesBox Shifting MechanismNishant Chauhan67% (9)
- Lab Report OnshaperDocument10 pagesLab Report OnshaperSanatan Choudhury100% (3)
- 056 - ME8099, ME6010 Robotics - Question BankDocument6 pages056 - ME8099, ME6010 Robotics - Question BanksathishskymechNo ratings yet
- Me331 Manufacturing Technology Laboratory - 1Document2 pagesMe331 Manufacturing Technology Laboratory - 1Sathish100% (1)
- Turning and Drilling PPT MFG Chapter23 FinalDocument78 pagesTurning and Drilling PPT MFG Chapter23 FinalRavichandran GNo ratings yet
- Tool Engineering and Design Design of SiDocument23 pagesTool Engineering and Design Design of Simulugeta assefaNo ratings yet
- Twin Spindle Auto Drilling Machine Increases ProductivityDocument10 pagesTwin Spindle Auto Drilling Machine Increases ProductivitySan SuryaNo ratings yet
- Ideal Institute of Engineering: Industrial RoboticsDocument10 pagesIdeal Institute of Engineering: Industrial RoboticsSoumik DasNo ratings yet
- Milling: Group 2 (Manufacturing Process)Document30 pagesMilling: Group 2 (Manufacturing Process)Taufiq Byomantoro100% (1)
- Design and Fabrication of Multi-Spindle MachineDocument6 pagesDesign and Fabrication of Multi-Spindle MachineIJIRSTNo ratings yet
- Metal Process Technology (Meng) : Rolling and Ring Rolling Design of Roll Passes in Shape RollingDocument35 pagesMetal Process Technology (Meng) : Rolling and Ring Rolling Design of Roll Passes in Shape RollingRavichandran GNo ratings yet
- Super Steel Industry..... 3Document31 pagesSuper Steel Industry..... 3erryNo ratings yet
- Static and Dynamic Analysis of HCR Spur Gear Drive UsingDocument54 pagesStatic and Dynamic Analysis of HCR Spur Gear Drive Usingjr-parshanthNo ratings yet
- Belt DriveDocument19 pagesBelt DriveHemraj Thakare0% (1)
- Additive Manufacturing Course Guide Run17 CourseSchedDocument14 pagesAdditive Manufacturing Course Guide Run17 CourseSchedAbdullah Amir MughalNo ratings yet
- Thesis Final PDFDocument32 pagesThesis Final PDFChan elvisNo ratings yet
- Soft Robotics PDFDocument11 pagesSoft Robotics PDFAbhishek UpadhyayNo ratings yet
- Manufacturing Technology Lab IDocument43 pagesManufacturing Technology Lab IMECHANICAL SMCETNo ratings yet
- ME3382-MT Lab Manual Part-1Document112 pagesME3382-MT Lab Manual Part-1KIRTHIVASAN K V D 905250% (2)
- Study On Basic Lathe Machining: AIM: To Study The Construction Details and Working Principle of Basic MachiningDocument12 pagesStudy On Basic Lathe Machining: AIM: To Study The Construction Details and Working Principle of Basic Machininggirma workuNo ratings yet
- Machine ShopDocument6 pagesMachine ShopAmarjeet Singh (Assistant Professor- Mechanical Engineer)No ratings yet
- DJM1012 Mechatronic Workshop Practice-Machining ReportDocument16 pagesDJM1012 Mechatronic Workshop Practice-Machining ReportRachel Ramirez100% (7)
- Drilling MachineDocument37 pagesDrilling Machinebmm16957No ratings yet
- WORKSHOP PRACTICE-B.Tech IIDocument46 pagesWORKSHOP PRACTICE-B.Tech IIrawat7233abhayNo ratings yet
- Lathe Machine Lab Report 1Document14 pagesLathe Machine Lab Report 1regassa rajiNo ratings yet
- Maintenance ProjectDocument11 pagesMaintenance ProjectBig BossNo ratings yet
- Diploma Workshop Practice IIDocument30 pagesDiploma Workshop Practice IISagir Musa SaniNo ratings yet
- Workshop Safety TipsDocument10 pagesWorkshop Safety TipsMansi NegiNo ratings yet
- Measuring Tools and MachinesDocument24 pagesMeasuring Tools and Machinesmuhyideen6abdulganiyNo ratings yet
- Manufacturing Engineering-1 - DPME-304Document27 pagesManufacturing Engineering-1 - DPME-304Vikas YadavNo ratings yet
- Machine Shop: Principal Parts of A LatheDocument7 pagesMachine Shop: Principal Parts of A LatheArchika YaduNo ratings yet
- Higher Education Department Webinar 30.05.2021Document1 pageHigher Education Department Webinar 30.05.2021Karthick NNo ratings yet
- EEE Alumni Interaction 01.06.2021Document1 pageEEE Alumni Interaction 01.06.2021Karthick NNo ratings yet
- "Smart City Infrastructures": Online Alumni InteractionDocument1 page"Smart City Infrastructures": Online Alumni InteractionKarthick NNo ratings yet
- ME8501 MM - Generalized Measurement SystemDocument1 pageME8501 MM - Generalized Measurement SystemKarthick NNo ratings yet
- ME8501 MM - Types of MetrologyDocument1 pageME8501 MM - Types of MetrologyKarthick NNo ratings yet
- International Conference On Radiation Biology (ICRB 2016)Document12 pagesInternational Conference On Radiation Biology (ICRB 2016)Karthick NNo ratings yet
- VTMT - Aicte FDP - Bigdata BrochureDocument2 pagesVTMT - Aicte FDP - Bigdata BrochureKarthick NNo ratings yet
- Me8491 emDocument1 pageMe8491 emKarthick NNo ratings yet
- (SESBT 2020) : Sustainable Energy Solutions For A Better TomorrowDocument8 pages(SESBT 2020) : Sustainable Energy Solutions For A Better TomorrowKarthick NNo ratings yet
- Srmasc Admission Brochure 2020Document1 pageSrmasc Admission Brochure 2020Karthick NNo ratings yet
- VIT Chennai hosts 5-day online workshop on MetallurgyDocument2 pagesVIT Chennai hosts 5-day online workshop on MetallurgyKarthick NNo ratings yet
- ME8501 MM - Elements of Measuring System (SWIPE)Document1 pageME8501 MM - Elements of Measuring System (SWIPE)Karthick NNo ratings yet
- ME8501 MM - Need For Metrology PDFDocument1 pageME8501 MM - Need For Metrology PDFKarthick NNo ratings yet
- ME8501 MM - Definition of SI Units PDFDocument1 pageME8501 MM - Definition of SI Units PDFKarthick NNo ratings yet
- ME8501 MM - Accuracy Vs PrecisionDocument1 pageME8501 MM - Accuracy Vs PrecisionKarthick NNo ratings yet
- Functional Management: National Level E-Quiz SeriesDocument1 pageFunctional Management: National Level E-Quiz SeriesKarthick NNo ratings yet
- ME8501 MM - Traceability & CalibrationDocument1 pageME8501 MM - Traceability & CalibrationKarthick NNo ratings yet
- ME8501 MM - Unit Systems PDFDocument1 pageME8501 MM - Unit Systems PDFKarthick NNo ratings yet
- MATHS QuizDocument1 pageMATHS QuizKarthick NNo ratings yet
- ME8501 MM - What Is Metrology PDFDocument1 pageME8501 MM - What Is Metrology PDFKarthick NNo ratings yet
- Webinar - ResearchDocument1 pageWebinar - ResearchKarthick NNo ratings yet
- ME8501 MM - SI Units PDFDocument1 pageME8501 MM - SI Units PDFKarthick NNo ratings yet
- Webinar - SpaceDocument1 pageWebinar - SpaceKarthick NNo ratings yet
- Online Quiz: Department of Information TechnologyDocument1 pageOnline Quiz: Department of Information TechnologyKarthick NNo ratings yet
- Webinar - Materials PDFDocument1 pageWebinar - Materials PDFKarthick NNo ratings yet
- Co Po For Me6504 MMDocument3 pagesCo Po For Me6504 MMKarthick NNo ratings yet
- Webinar - Electric VehicleDocument1 pageWebinar - Electric VehicleKarthick NNo ratings yet
- Heat TreatmentDocument4 pagesHeat TreatmentAshwani DograNo ratings yet
- ME8491 Engineering Metallurgy COURSE PLANDocument4 pagesME8491 Engineering Metallurgy COURSE PLANKarthick NNo ratings yet
- 10th Standard Tamilnadu State Board Science (English Medium)Document283 pages10th Standard Tamilnadu State Board Science (English Medium)Karthick NNo ratings yet
- Basic Pneumatic System ApplicationsDocument33 pagesBasic Pneumatic System Applicationsnarkuys syukranNo ratings yet
- Marcet Boiler Final Lab ReportDocument14 pagesMarcet Boiler Final Lab ReportHerschelle ShongweNo ratings yet
- Driving Without Wheels, Flying Without WingsDocument18 pagesDriving Without Wheels, Flying Without Wingsaditya_kumar_me100% (1)
- Technical Data Sheet FFBDocument4 pagesTechnical Data Sheet FFBvenkiram88No ratings yet
- Fluids and Buoyancy QuizDocument2 pagesFluids and Buoyancy QuizWaleed El ShirbeenyNo ratings yet
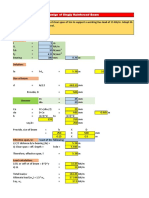
- Singly Reinforced Beam ExcelDocument3 pagesSingly Reinforced Beam ExcelVEERKUMAR100% (3)
- To11c5 e 00 PDFDocument526 pagesTo11c5 e 00 PDFGradimir MilanovicNo ratings yet
- Structural Analysis of Mast of Special Rotary Drilling Rig For Transmission LineDocument5 pagesStructural Analysis of Mast of Special Rotary Drilling Rig For Transmission LineBruno SantosNo ratings yet
- Guide to Selecting Artificial Lift for Gas WellsDocument20 pagesGuide to Selecting Artificial Lift for Gas WellsRaymundo Leonardo Pérez SierraNo ratings yet
- Structural Analysis 1 (SA1) - Civil Engineering 2nd Year Notes Notes, Books, Ebook PDF DownloadDocument85 pagesStructural Analysis 1 (SA1) - Civil Engineering 2nd Year Notes Notes, Books, Ebook PDF DownloadVinnie Singh100% (2)
- Pressure Vessel HandbookDocument2 pagesPressure Vessel HandbookAriq FauzanNo ratings yet
- Air Handling Units GuidelineDocument5 pagesAir Handling Units GuidelineImam MansyurNo ratings yet
- Question Bank - HMTDocument5 pagesQuestion Bank - HMTSUNDARAMAHALINGAM ANo ratings yet
- Welding of Ferritic or Austenitic Stainless SteelDocument22 pagesWelding of Ferritic or Austenitic Stainless SteelBehnam RabieeNo ratings yet
- CHP 4 - 4.3 Determinate Structural AnalysisDocument57 pagesCHP 4 - 4.3 Determinate Structural Analysismhazarath murariNo ratings yet
- Bleed Air Manual Control Modes Task CardDocument34 pagesBleed Air Manual Control Modes Task CardTony GarrisonNo ratings yet
- TN54E DatasheetDocument2 pagesTN54E DatasheetGreggs ShopukNo ratings yet
- Keckley - Control Valves mm2Document23 pagesKeckley - Control Valves mm2DEVNo ratings yet
- Computational Study of Effects of Jet Fans On The Ventilation of A Highway PDFDocument9 pagesComputational Study of Effects of Jet Fans On The Ventilation of A Highway PDFZine ModelsNo ratings yet
- 3 - 2017 - Superia X 5 StarDocument26 pages3 - 2017 - Superia X 5 Starsomnath serviceNo ratings yet
- 3 HvacDocument32 pages3 HvacLawrence ConananNo ratings yet
- Fire Test Report: ANSI/API Standard 607, 6th Edition, 2010 ISO 10497: 2010Document16 pagesFire Test Report: ANSI/API Standard 607, 6th Edition, 2010 ISO 10497: 2010jamil voraNo ratings yet
- Shot Blasting Machines: Laser PeeningDocument2 pagesShot Blasting Machines: Laser Peeningrahul srivastavaNo ratings yet
- ARE 301-Strength-of-Materials-ver-2021Document8 pagesARE 301-Strength-of-Materials-ver-2021Ferlyn MendezNo ratings yet
- VOLVO AT2412D IshiftDocument16 pagesVOLVO AT2412D IshiftSaray Aljure Ospino100% (1)
- Introduction To Risk Based Inspection (RBI)Document7 pagesIntroduction To Risk Based Inspection (RBI)Alejandro LopezNo ratings yet
- "View" "Slide Show.": Resources Chapter MenuDocument62 pages"View" "Slide Show.": Resources Chapter Menuelty TanNo ratings yet
- Structural Steel Design: DR - Mu'taz K.M Ass - Prof. in Civil EngineeringDocument13 pagesStructural Steel Design: DR - Mu'taz K.M Ass - Prof. in Civil EngineeringZeeshan MunirNo ratings yet
- A Review of Pipeline Defect Assessment Manual (PDAM) ProjectDocument6 pagesA Review of Pipeline Defect Assessment Manual (PDAM) ProjectOs SanchezNo ratings yet
- (PDF) Metal Casting Processes QUALITATIVE PROBLEMS Trien Nguyen - Academia - EduDocument1 page(PDF) Metal Casting Processes QUALITATIVE PROBLEMS Trien Nguyen - Academia - EduAlii AlliNo ratings yet